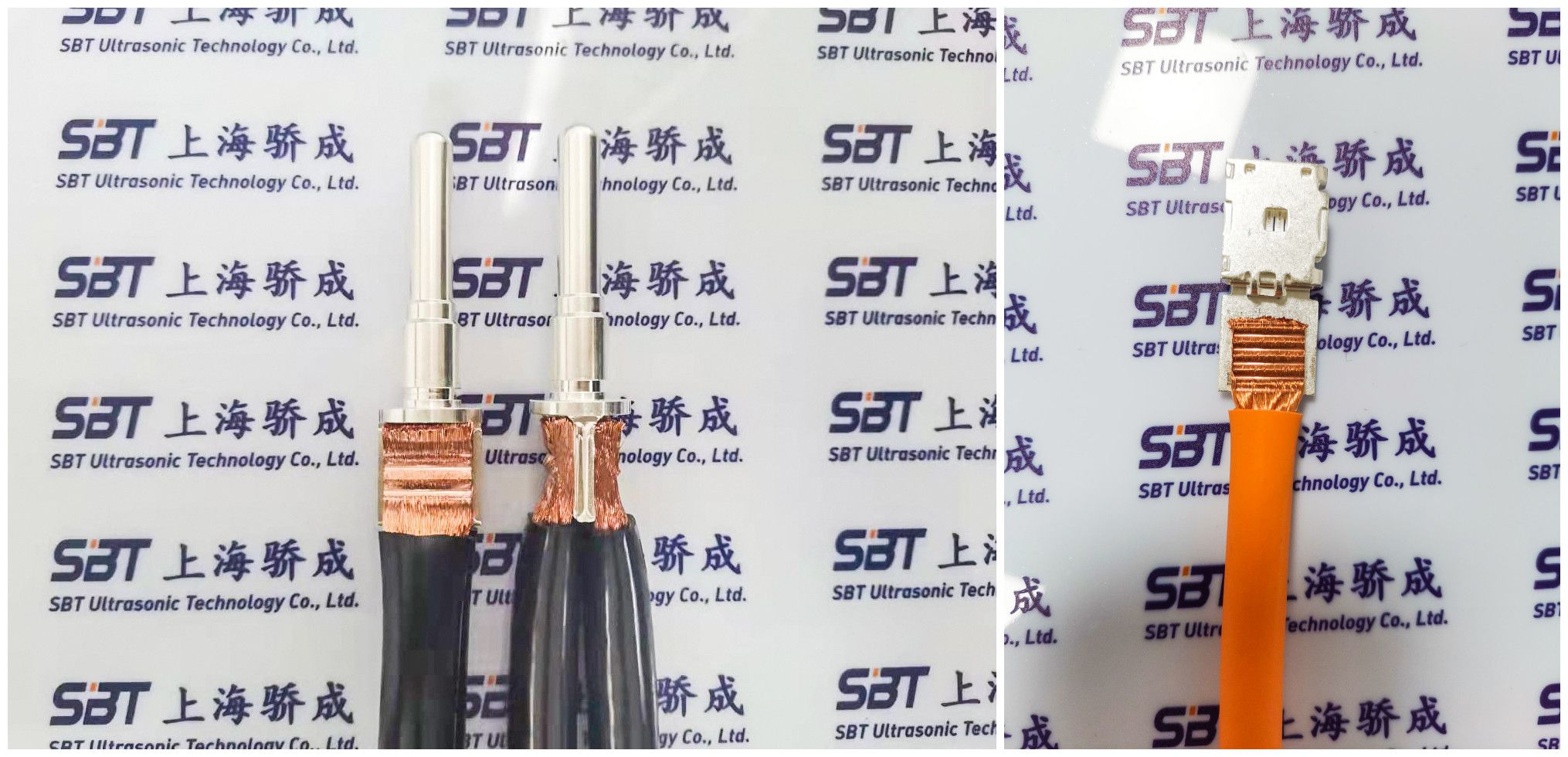
随着新(xīn)能(néng)源汽車(chē)的普及,續航公(gōng)裏數越來越高,那麽汽車(chē)的神經元之一--高壓線(xiàn)束的加工(gōng)技(jì )術同樣備受關注,相信大家最關心的還是高壓線(xiàn)束的壓接工(gōng)藝,究竟是超聲波焊接技(jì )術更好還是傳統壓接好?他(tā)們的區(qū)别在哪裏?

那麽我們首先來說一下超聲波金屬焊接原理(lǐ):
超聲波金屬焊接是一種由電(diàn)能(néng)轉換成機械能(néng)處理(lǐ)的過程,在焊接過程中(zhōng),沒有(yǒu)電(diàn)流在被焊件中(zhōng)流過,也無如激光、電(diàn)焊模式的破壞分(fēn)子形式産(chǎn)生,由于超聲焊接不破壞産(chǎn)品分(fēn)子,通過高頻振動使産(chǎn)品分(fēn)子鏈融合,所以強度接近于産(chǎn)品本身,不會有(yǒu)電(diàn)阻率與熱傳導等問題,因此對于有(yǒu)色金屬材料來說,是一種比較理(lǐ)想的金屬焊接技(jì )術,對于不同厚度、不同材質(zhì)的金屬闆材和線(xiàn)束線(xiàn)纜,進行有(yǒu)效地焊接壓接,且焊接面美觀。
超聲波金屬焊接優缺點:
超聲波金屬焊接的優點:熔合強度高接近産(chǎn)品本身、不破壞産(chǎn)品分(fēn)子導電(diàn)性好、焊接時間快速、節能(néng)不需要第三方助劑、無火花(huā)、接近冷态加工(gōng)等優勢;缺點:超聲波金屬焊接對材料有(yǒu)要求,需要高純度的金屬才能(néng)焊接,厚度不能(néng)太厚,一般小(xiǎo)于或等于3mm²,線(xiàn)徑平方不超過120mm²。實際需要根據焊接要求、拉力、電(diàn)阻、斷面壓縮率等定制專屬焊接系統。
超聲波焊接與壓接技(jì )術對比通常主要以下幾個方面:
| 對比項目 | 壓接 | 超聲波焊接 |
| 原理(lǐ) | 塑性變形 | 金屬分(fēn)子晶格結構重組 |
| (以70mm²的線(xiàn)+端子為(wèi)例)初态電(diàn)阻 | 塑性變形10-20μΩ,是獨立銅線(xiàn)絲,銅絲表面存在氧化膜,一直存在膜電(diàn)阻 | 刺穿表面氧化膜1-3μΩ |
| (以70mm²的線(xiàn)+端子為(wèi)例)拉力 | 小(xiǎo),且持續下降 1229N,壓接拉力不夠 | 大,且長(cháng)期穩定 标準值2400N,實際4000N+ |
| 循環穩定性(拉力/電(diàn)阻) | 在整個生命周期中(zhōng)内一直存在塑性變形 壓接極限:2000-3000次熱循環後電(diàn)阻就會出現拐點,電(diàn)阻升高(銅線(xiàn)線(xiàn)絲變細變長(cháng)變松=>一次性熱脹冷縮=>一次壓接) | 一體(tǐ)化結構穩定 熱循環後10000次,沒有(yǒu)出現明顯變化 |
| 量産(chǎn)要求及容差能(néng)力、尺寸、材料影響 | 容差能(néng)力小(xiǎo),延展性微小(xiǎo)差異嚴重影響壓接一緻性,材料特性影響材料的延展性,壓接套尺寸要求高,銅絲絲徑變形尺寸公(gōng)差影響壓接質(zhì)量大 | 容差能(néng)力大-線(xiàn)絲線(xiàn)徑容差能(néng)力大,材料特性微小(xiǎo)變化對焊接沒有(yǒu)影響,端子尺寸公(gōng)差要求可(kě)以忽略不計 |
| 長(cháng)期外力震動作(zuò)用(yòng)下的穩定性測試) | 電(diàn)阻/拉力不穩定-電(diàn)阻持續上升,拉力會持續下降,在長(cháng)期受到外力和震動下,壓接面銅線(xiàn)線(xiàn)絲變松變長(cháng)變細 | 電(diàn)阻/拉力穩定 幾乎沒有(yǒu)影響 |
| 工(gōng)藝适用(yòng)線(xiàn)材範圍 | 50mm²以上的不适合壓接,常規0.25mm²-35mm² | 焊接線(xiàn)徑範圍更廣 1mm²-25mm²,8mm²-35mm², 35mm²-70mm² 50mm²-120mm² |
| 工(gōng)藝适用(yòng)範圍 | 隻能(néng)壓接同種材質(zhì):闆材與闆材不可(kě)壓接;線(xiàn)材與線(xiàn)材的壓接必須通過壓接套;适用(yòng)範圍小(xiǎo) | 不同材質(zhì):鋁與鋁,鋁與銅,銅與銅,銅鍍鎳,銅鍍銀,銅鍍金 |
關于驕成:
上海驕成超聲波技(jì )術股份有(yǒu)限公(gōng)司專注超聲波金屬焊接,超聲波線(xiàn)束端子焊接,IGBT模塊超聲波焊接、超聲波焊接質(zhì)量在線(xiàn)檢測等超聲波應用(yòng)。成立于2007年,注冊資金6150萬,上海、無錫工(gōng)廠面積2萬餘平,在全國(guó)多(duō)地設有(yǒu)分(fēn)支機構或辦(bàn)事處。技(jì )術研發團隊主要以交大博士、碩士為(wèi)技(jì )術核心,榮獲上海高新(xīn)技(jì )術企業,上海科(kē)技(jì )小(xiǎo)巨人企業、2020年再次獲得專精(jīng)特新(xīn)、2019年被利評為(wèi)上海市專利工(gōng)作(zuò)試點企業、研發機構等多(duō)項榮譽,目前有(yǒu)效授權知識産(chǎn)權超過100項。是一家快速發展的高新(xīn)技(jì )術企業。具(jù)有(yǒu)從整套超聲波發生器、換能(néng)器、調幅器、焊頭工(gōng)具(jù)等相關裝(zhuāng)備研發設計、生産(chǎn)銷售一體(tǐ)的能(néng)力。
上海驕成超聲波技(jì )術股份有(yǒu)限公(gōng)司
電(diàn)話:021-34668758
官網:www.sbt-sh.com
新(xīn)地址:上海市闵行區(qū)滄源路1488号2幢
(毗鄰上海交通大學(xué)闵行校區(qū))

 滬公(gōng)網安(ān)備 31011202013830号
滬公(gōng)網安(ān)備 31011202013830号
 英文(wén)
英文(wén)

 400-888-0829
400-888-0829








